100% test of bearing rings for correct heat treatment at high test speed Ball and roller bearings are subject to great and greater demands in our high-tech world. Besides the balls and rollers the rings work under severe loading demands. They can withstand the stresses long-term when the heat treatment process was successful and they have the specified hardness and case pattern. Heat treatment is a complex process with many parameters responsible for the perfect product, so the rings must be tested for a wide defect spectrum. Rings can be too soft or too hard, annealing or quenching can be faulty or did not happen, decarburisation may occur or the rings in the furnace lie on top of each other so that they are only partially hardened. Quite apart from the “worst case” when a not-hardened “green” ring gets amongst the god parts. |
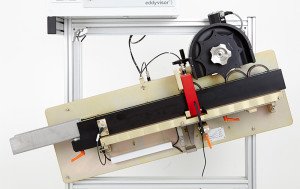
ibg ring sorting device for the structure test on rings – as a stand alone unit or integrated into a production line |
| What could be more appropriate with regard to product quality than to 100% test the rings after heat treatment for correct structure non-destructively. The established method is the eddy current method. The permeability curves of the test parts are compared with the permeability curves of the reference parts (OK parts). Any deviation means a mutated structure and the part is sorted not-good. | |
Such a complex error naturally shows differences in the permeability curves at different locations. Thus a multi-frequency test is recommended for the eddy current structure test in order to be able to detect all deviations. The ibg Preventive Multi-Frequency Technology PMFT and the latest fully digital development step with optimised test times, enhanced frequency range and harmonic analysis is first choice. Until the introduction of the fully digital Preventive Multi-Frequency Technology PMFT the test time was so long that relatively large test parts like bearing rings could only reasonably be tested statically, so that all eight test frequencies took part in the test result. As the popular bearing ring types are produced in large numbers a 100% test requires a rather immense test and thus cost and effort. Often it was therefore omitted. Introduction of the fully digital Preventive Multi-Frequency Technology PMFT was the beginning of a new era. Due to the significant reduction of test time now a dynamic test of bearing rings is feasible without concessions regarding test reliability. We have used this technology for the development of the ibg ring sorter, and designed for your bearing ring application an automatic test system with a test speed of maximum 90 parts/minute and a parts range of outer diameter: 30-120mm, width 9-35mm. Thus the ibg ring sorting opens up absolutely new opportunities to you on the way to a quick and cost-saving production-accompanying 100% test of a large spectrum of your product range! |
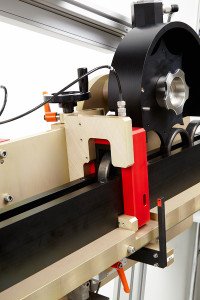
The core of the test: ibg rectangular coil. In the background: the star-shaped singling wheel. |
Test process The parts roll down the inlet rail which is adjustable to ring width to the diameter-specific escapement and transport wheel. A height-adjustable star wheel is driven by a gear motor and cycled. It moves the individual rings with constant speed through the rectangular encircling test coil. | |
The test trigger point is recognised by a light barrier in the middle of the test coil and processed by the PLC. It triggers the test part type such that all eight test frequencies flow through the test part and are evaluated. The relating 3rd and 5th harmonics are also evaluated at the same time by the ibg eddy current test instrument. The exact setting of the trigger point is important and considerably eased by a graphical display of the test part by the single frequencies in the test instrument software. When the test result is OK the flap to the NG discharge closes and the OK part rolls to the next process step on a rail adjustable to ring width. This active OK parts sorting is perfected by monitoring the sorting gate. As an open sorting gate is the resting state the NG parts are always sorted to the NG discharge to the bad parts container without any further action (failsafe). The complete test unit is mounted inclined, thus the rings move by gravity through the inlet and outlet rail. |
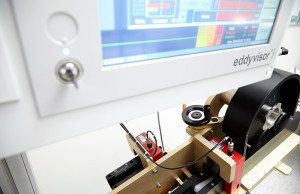
The perfect duo: our testing instrument eddyvisor S and the ring sorting unit |
The ring sorting is designed for integration in a production line or as upgrade with a conveyor. Gapless part feeding is recommended to achieve the maximum test speed. It is also possible to use it to test individual parts and feed the rings by hand.
| |